はじめに

日常の保存修復治療において、エナメル質に生じる「マイクロクラック」を意識したことはあるでしょうか。肉眼では確認しにくいこれらの微小な亀裂は、接着修復のマージン適合や長期予後に影響を与える可能性があり、見過ごせない存在です。
本稿では、窩洞形成時にマイクロクラックが生じる原因、それがもたらす臨床的問題、そして日々の診療で実践できる予防策について、最新の研究知見を交えながら解説します。
エナメル質マイクロクラックとは
エナメル質マイクロクラックとは、窩洞形成などの機械的ストレスや熱によってエナメル質内に生じる微小な亀裂を指します。表層のみに限定されたクレーズライン(craze line)から、象牙質近くまで達する深部クラックまで様々です。
これらはエナメル小柱の境界に沿って生じるものや、小柱を横断するものなど多様なパターンがあります。Xuらの研究では、ダイヤモンドバー切削で生じた亀裂は、外力点の直下に垂直に伸びるメジアン型クラックと、小柱間・小柱内部に細かく分布する微小クラックに分類されることが示されました。
検出方法の進化
従来は高倍率の拡大鏡やマイクロスコープによる視覚的観察、抜去歯での染色や偏光顕微鏡・走査型電子顕微鏡(SEM)観察が用いられてきました。
近年では光干渉断層計(OCT)による非侵襲的検出が注目されており、Swept Source OCTによりエナメル質から象牙質に達する亀裂深さを高感度で測定できることが報告されています。将来的には、臨床でもリアルタイムにマイクロクラックを評価できる時代が来るかもしれません。
マイクロクラックが生じる4つの主要因
1. 切削器具による要因
ダイヤモンドバーの粒度が最も重要です。
粗粒子のダイヤバーほど一度のカットで与えるミクロ損傷が大きく、Xuらの研究では粗粒バーで最大深さ84±30μmのクラックが生じたと報告されています。
一方、細粒子のダイヤバーで仕上げを行うと表層の亀裂をある程度除去できることも示されており、粗いバー使用後には目の細かいバーでの仕上げが推奨されます。
カーバイドバーとの比較も興味深い点です。
タングステンカーバイドバーは刃で削る機構で、エナメル質に対しダイヤモンドよりも滑らかな切削面を残す傾向があります。ただし、切れ味が落ちるとエナメルを弾いて割るような力が働き、むしろマイクロクラックやマージン部のチッピングを生じるリスクもあるため、軽いタッチでの使用が肝要です。
2. 切削条件による要因
回転数と荷重のバランスが重要です。
Saundersらの研究では、適切な使用条件下では高速ハンドピースと従来型タービンでエナメル亀裂の発生に差はなく、どちらも水冷下で顕著な亀裂増加はみられなかったとされています。
むしろ問題は、荷重の方で、高速回転であれ低速回転であれ、強い押し付けを行い、エナメル質に荷重を与えつつ形成するとクラックリスクとなると考えられます。
水冷の重要性は言うまでもありません。
十分な水冷はエナメル質の温度上昇と熱膨張応力によるクラックを防ぐうえで必須です。近年のハンドピースは複数ポートからのスプレーで効率よく冷却しますが、水量が不足したりバーと歯面の接触時間が長引くと局所的に温度が上がりえます。
インターミッテントカッティング(断続切削)も有効な手法です。切削時にバーを当てっぱなしにせず、断続的に離すことで水冷が間に行き渡り、さらに歯にかかる機械的負荷もサイクル的に解放されます。
3. 窩洞形態・設計による要因
内角の鋭角性は応力集中の原因となります。
窩洞の内部形態で角が鋭角に交わっていると、その角部に応力が集中し、形成時や充填後の咬合で亀裂が発生・進展しやすくなります。鋭角な窩洞形成は避け、バーの先端を使って丸みを帯びた内部形態に整えることが重要です。
ベベル付与については、症例選択が重要です。
小~中規模でエナメル縁が十分ある場合、45°程度のベベルを付与することで表層の弱ったエナメル端を除去し、新鮮なエナメル小柱端面を露出させる効果があります。
小規模なクラスII窩洞の研究では、ベベル付与によりマージンのギャップやマイクロリーケージが減少したと報告されています。
しかし、大きなMOD窩洞を対象としたRathkeらの研究では、最新の低収縮レジンを用いる限りベベルの有無で辺縁適合に差はなく、むしろ不用意なベベルは歯頸部エナメルを薄片化させ長期的に不利と結論されています。
ベベルは小~中規模修復で効果的だが、大きな修復では必ずしも推奨されないことを理解しておきましょう。
4. 歯質・患者要因
高齢歯・咬耗歯では、加齢によりエナメル質表面に細かなクレーズラインが蓄積し、咬耗で全体に菲薄化していることがあります。こうした歯では窩洞形成時に既存のクラックがさらに伸展したり、新たなクラックが生じやすくなります。
ブラキシズム・過大咬合力のある患者では、窩洞形成そのものだけでなく充填後の力でも亀裂進展が懸念されます。このような症例では直接法コンポジットレジンよりも間接修復で咬頭被覆を検討するなど、長期的リスク管理が求められます。

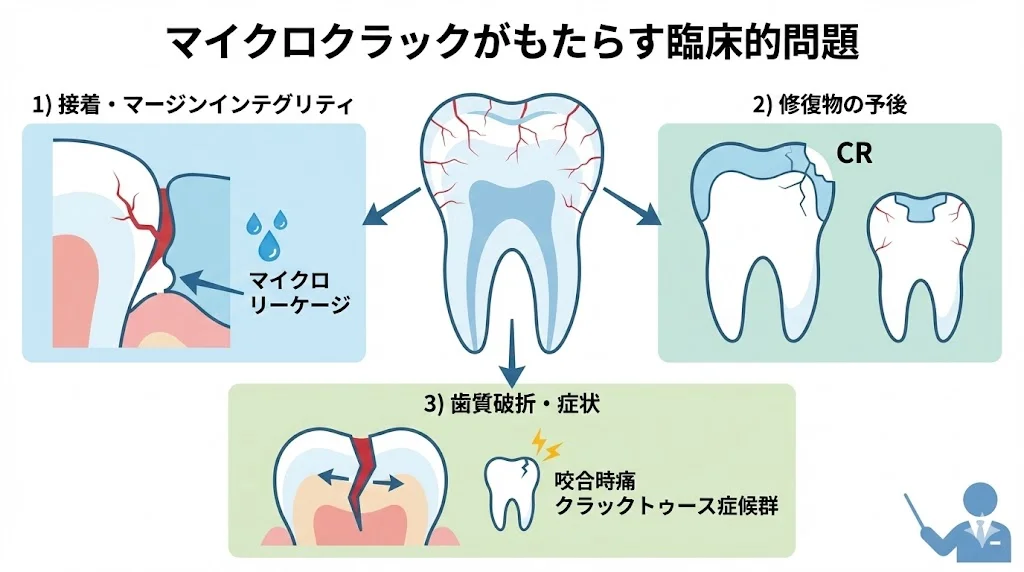
マイクロクラックがもたらす臨床的問題
1. 接着・マージンインテグリティへの影響
エナメル質に微小亀裂があると、酸エッチングやプライマー塗布の際にその亀裂内部まで処理剤が浸透します。しかし極細いクラックの先端部まではレジンが十分行き渡らず、未充填の空隙が残る可能性があります。
この空隙は接着界面でのウィークポイントとなり、口腔内で濡れると毛細管現象で水が入り込むマイクロリーケージの経路となりえます。さらに、亀裂内部にエッチングによりデブリが残存すると、ボンディング阻害因子にもなりえます。
2. 修復物の予後への影響
エナメル質にクラックが入っていると、その部分のエナメル片が修復物とともに脱落することがあります。コンポジットレジン充填後、咬合調整時にマージンに白濁ライン(ホワイトライン)が生じることがありますが、これは研磨圧や咬合圧でエナメル端が微小破折した所見と考えられます。
興味深いことに、直接法コンポジットと間接法インレーで歯へのクラック発生に差が出ることが報告されています。Magneらの研究では、重度に咬頭が薄い大臼歯を直接CR修復した場合、充填後の重合収縮ストレスで66~83%の症例に3mm超のエナメル亀裂が観察されたのに対し、CAD/CAM製コンポジットインレーで接着した場合は亀裂がほとんど生じなかったとされています。
Batalha-Silvaらの加速疲労試験では、直接レジン修復群の47%でエナメルに収縮亀裂が発生したのに対し、レジンインレー群では7%に留まり、疲労破折強度もインレー群が有意に高かったと報告されています。これらは間接修復では重合収縮が歯外で完了しているため、歯に加わる引張力が小さいことが理由と考えられます。
大きな修復や薄い歯質が残るケースでは、直接法より間接法でカバーする方が予後が良い可能性が示唆されます。
だたし間接修復においては楔作用が生じてしまうため、破折などを引き起こす可能性も十分あり得るため、間接修復を選択する場合、咬頭を被覆するなどして破折に抵抗する必要があると考えられます。
3. 歯質破折・症状への影響
エナメル質のマイクロクラックは象牙質に達するとクラックトゥース症候群へと発展するリスクがあります。エナメル~象牙質にまたがる亀裂があると、咬合時にその部分がわずかに開閉して象牙細管内の液体動態を刺激し、鋭い痛みを誘発することがあります。
ただし、これらの影響の多くは実験室研究や臨床経験則に基づく推論であり、エナメルマイクロクラック自体を主変数として長期予後を評価した大規模臨床研究は存在しないのが現状です。それでも、エナメルクラックを減らす努力は接着修復の成功率向上につながる可能性が高く、臨床的にも「避けるべき現象」としてコンセンサスが得られています。
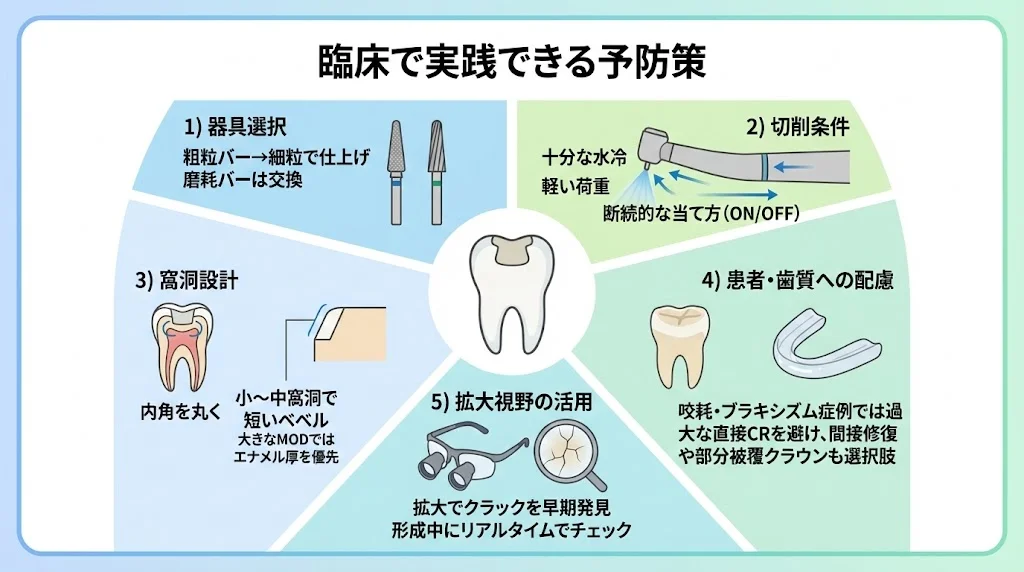
臨床で実践できる予防策
1. 器具選択の工夫
バーの粒度選択が最も基本です。窩洞形成には必要最小限の切削量で済む中粒~細粒ダイヤバーの使用が推奨されます。粗いバーを使った場合は、必ず細粒バーでの仕上げを行い、表層のダメージ層を削り取りましょう。Liらの研究でも、細かい粒度で仕上げた歯ほど修復物の適合が良好で、マイクロリーケージが少ない結果となっています。
カーバイドバーの活用も有効です。刃数の多い超鋼カーバイドバーを用いると滑らかな面が得られます。特にレジン充填後の研磨段階で、エナメルマージンをカーバイド仕上げ用バーや研磨ポイントで処理すると白線の発生が減るという報告もあります。
器具のメンテナンスも忘れずに。摩耗・劣化したバーは直ちに交換してください。切れ味の悪いバーは歯への摩擦熱と圧力を増大させ、クラックリスクファクターとなります。
2. 切削条件の最適化
十分な水冷と適温を確保します。特にエアタービン使用時はメーカー既定の水量(通常50ml/分以上)を確保し、複数ポートからの噴霧で歯面全域を冷やすよう留意してください。
軽い荷重と断続圧を心がけます。「バーの切れ味に任せて削る」ことが鉄則です。押し付けすぎても削れるスピードが上がるわけではなく、むしろエナメルへの衝撃と熱が増えるだけです。
インターミッテントカッティングを実践しましょう。1~2秒当てたら一瞬離すリズムを繰り返すだけでも、歯への熱・力ストレスは大幅に軽減します。
3. 窩洞設計・形成テクニック
内角の緩和は必須です。形成時に窩底や隅角部をバーの先端や側面を使って軽く丸めてください。鋭角のままだと応力集中源となり、充填時・使用時にクラックが発生しやすくなります。
ベベル付与の工夫も重要です。隣接面や審美部位では45°程度の短いベベルで樹脂の移行をなだらかにでき、微小隙間を減らす効果が期待できます。一方、咬合面や大きなMODでは基本的にベベルは付与せず、エナメル厚を確保します。
窩縁の仕上げを丁寧に。マトリックスバンドやウェッジを外した後、最終的にマイクロモーターの低速で窩縁を精査し、必要なら軟らかい研磨ポイントやストリップで縁を整えます。
4. 患者・歯質側の配慮
既存クラックへの対応として、形成前に確認できたエナメル亀裂は基本的に温存しつつ、充填材でシーリングを図ります。形成中はそれ以上クラックが伸びないよう振動や圧を最小限に留める繊細なタッチが求められます。
リスクの高い歯での戦略として、咬耗が激しくエナメルが薄い歯やブラキシズム症例では、過度に大きいコンポジットレジン修復は避け、ハイブリッドレジンによる間接修復や部分被覆クラウンなどを選択することで亀裂リスクを低減できます。
5. ルーペ・マイクロスコープの活用
肉眼では見逃すような初期のクラックを、拡大視野で早期発見することが重要です。歯科用ルーペやマイクロスコープで窩洞形成中にエナメル亀裂が確認できれば、その部分に対策を講じやすくなります。リアルタイムのフィードバックとして拡大視野を用いることは、マイクロクラック対策に非常に有用です。
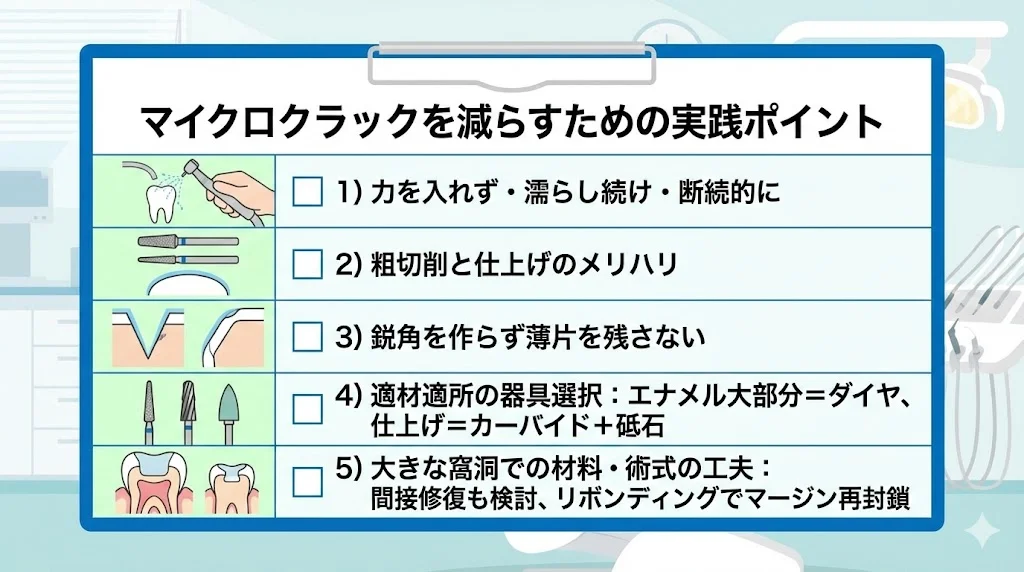
臨床家向け実践的まとめ
形成中の基本操作は「力を入れず・濡らし続け・断続的に」です。バーは歯に預ける程度の力で当て、長く当てすぎず小刻みに離すことを意識しましょう。
粗切削と仕上げのメリハリをつけます。齲蝕除去や外形形成で粗めのバーを使ったら、必ず細粒バーや仕上げ用バーでエナメルマージンを整えてください。仕上げに数十秒かけるだけで亀裂のない滑らかな縁になり、接着も確実になります。
鋭角は作らず薄片を残さずが原則です。窩洞の内角は丸め、エナメルの薄い端はベベルかトリミングで調整します。尖った角や薄いフレアー状エナメルはクラックの温床になるため避けてください。
適材適所の器具選択を心がけます。エナメル質の大部分を削る際はダイヤモンドバー、高度な仕上げには多刃カーバイドや砥石を組み合わせると効果的です。摩耗したバーを使い続けないよう管理し、切れ味の良い器具で短時間に形成することがポイントです。
直接法CR修復時の工夫として、大きな窩洞では必要に応じて間接修復を検討します。直接修復する場合でも、フロアに流し込み用レジンや短繊維レジンを使って応力を緩和するなど素材面で工夫しましょう。充填後はマージンを再封鎖(リボンディング)することで微小な亀裂や隙間からの漏洩を減らす手法も有効です。
おわりに
エナメル質マイクロクラックは肉眼では見えにくい存在ですが、接着修復の成功率や長期予後に影響を与える可能性のある重要なテーマです。日々の診療で基本的な形成手技を見直し、「力を入れず・濡らし続け・断続的に」を実践することで、マイクロクラックの発生を最小限に抑えることができます。
今後、OCTなどの非侵襲的検出技術の進歩により、臨床でもマイクロクラックをリアルタイムに評価できる時代が来るかもしれません。また、レーザーや超音波による窩洞形成、自己治癒機能を持つレジンなど、新しい技術や材料の開発も期待されます。
エビデンスには限界もありますが、現時点で強く推奨できるのは「形成によるマイクロクラック発生自体を最小限にすること」であり、そのための基本手技は確立されたコンセンサスといえます。日々の臨床で意識的にマイクロクラック対策を実践し、患者さんの歯を少しでも長持ちさせる修復治療を目指しましょう。
参考文献
Xu HH et al., J Dent Res, 1997, 76(10):1698-1706, DOI:10.1177/00220345970760101201
Sehy C et al., Am J Dent, 2004, 17(5):378-380
Watson TF et al., Br Dent J, 2000, 188(12):680-686, DOI:10.1038/sj.bdj.4800576
Jung M et al., Dent Mater, 1999, 15(4):250-256, DOI:10.1016/S0109-5641(99)00042-1
Ayad MF et al., J Prosthet Dent, 1996, 75(2):122-128, DOI:10.1016/S0022-3913(96)90087-6
Li YQ et al., J Prosthet Dent, 2012, 107(2):86-93, DOI:10.1016/S0022-3913(12)60029-8
Batalha-Silva S et al., Dent Mater, 2013, 29(3):324-331, DOI:10.1016/j.dental.2012.11.013
Magne P et al., J Adhes Dent, 2023, 25(2):99-106, DOI:10.3290/j.jad.b4051477
Rathke A et al., J Clin Med, 2025, 14(16):5649, DOI:10.3390/jcm14165649
Shimada Y et al., Jpn Dent Sci Rev, 2020, 56(1):109-118, DOI:10.1016/j.jdsr.2020.08.001
Hanba H et al., Jpn J Conserv Dent, 2017, 60(2):89-95, DOI:10.11471/shikahozon.60.89
Koibuchi H et al., Dent Mater, 2001, 17(2):122-126, DOI:10.1016/S0109-5641(00)00049-X
Opdam NJ et al., J Dent Res, 2014, 93(10):943-949, DOI:10.1177/0022034514544217
Tabata T et al. , J Dent. 2017;61:28-32. , DOI: 10.1016/j.jdent.2017.04.005